
Lo esencial antes de encender el arco
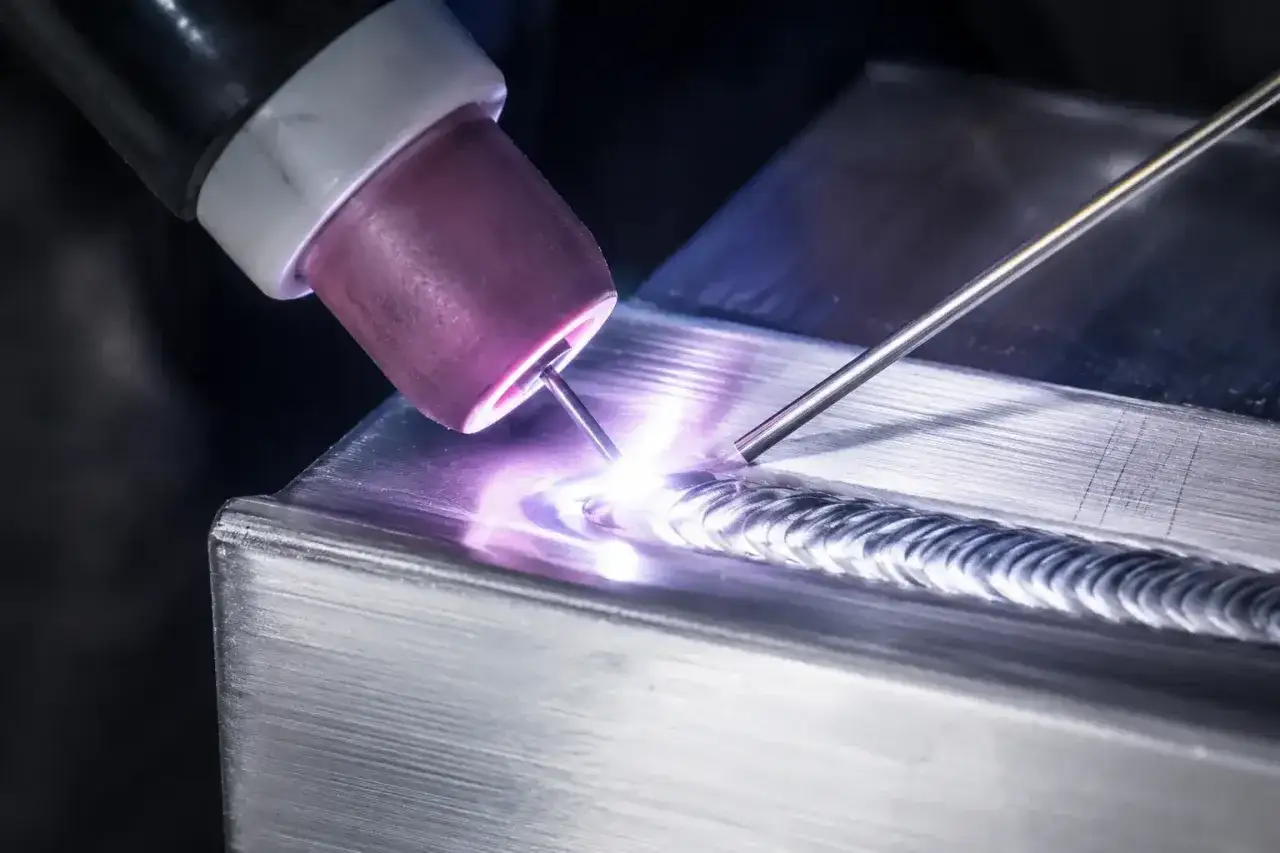
- TIG ofrece el mejor control para chapa fina, piezas vistas y uniones donde el acabado importa.
- Un cepillo exclusivo para inox, el desengrasado previo y el argón bien regulado evitan gran parte de los problemas.
- Para inox 304 suele funcionar 308L; para 316, 316L; y para uniones mixtas o reparaciones complicadas, 309L es una referencia habitual.
- En tubos y conductos cerrados, la purga interna marca la diferencia entre una raíz limpia y una oxidación interna fea.
- Si el calor se dispara, aparecen decoloración, deformación y pérdida de resistencia en la zona afectada.
Qué cambia al trabajar con acero inoxidable
El inoxidable no perdona la improvisación porque conduce peor el calor que el acero al carbono y, al mismo tiempo, se marca enseguida con contaminación superficial. Eso significa que una muela usada, una pinza sucia o un hilo de aportación mal elegido pueden arruinar el trabajo aunque la soldadura “agarre”.Yo siempre miro dos cosas antes de acercar la antorcha: cuánto calor va a necesitar la unión y cuánto quedará a la vista. Cuanto más visible y más fina sea la pieza, más sentido tiene apostar por un proceso limpio y muy controlado; cuanto más grande y repetitiva sea la serie, más interesa la velocidad.
Con esa base, el equipo deja de ser una lista de compras y pasa a ser una decisión técnica. Y justo ahí es donde merece la pena ordenar las herramientas.
Las herramientas que sí merece la pena preparar
Para un taller doméstico o una ferretería bien equipada, yo no empezaría por la máquina más potente, sino por los accesorios que estabilizan el resultado. Si tu foco es solo inoxidable, no te obsesiones con una TIG AC/DC: una TIG en corriente continua bien regulada suele bastar, y deja el presupuesto para una mejor antorcha, consumibles y gas. En este material, la calidad del cordón depende mucho de que el arco, el gas y la superficie trabajen sin contaminación.
- Soldadora TIG DC inverter: es la opción más versátil para chapa fina, tubos y piezas visibles. Si además tiene pulso, mejor para controlar la entrada de calor.
- Antorcha con gas lens: mejora la cobertura de argón y ayuda a mantener un baño más limpio, sobre todo en zonas donde la boquilla queda algo alejada.
- Bombona de argón y caudalímetro: el argón puro es la base en TIG; sin un flujo estable, el cordón se oxida y pierde limpieza.
- Tungstenos lantanados: funcionan bien como punto de partida en inoxidable y admiten un arco estable sin complicar demasiado el ajuste.
- Varillas o hilo de aporte adecuados: 308L para inox 304, 316L para 316 y 309L cuando unes inox con acero al carbono o trabajas con materiales distintos.
- Cepillo exclusivo para inox: no debe haber tocado nunca acero al carbono. Este detalle, que parece menor, evita contaminaciones que luego salen como puntos de óxido.
- Amoladora con discos limpios: útil para preparar cantos y quitar rebabas, pero solo si los consumibles no están contaminados.
- Pinzas, sargentos y escuadras: una buena inmovilización ahorra deformaciones y punteos mal hechos.
- Protección personal: pantalla automática, guantes, ropa ignífuga y ventilación si trabajas en interior.
Qué proceso conviene según la pieza
No todas las uniones piden lo mismo. Yo suelo decidir el proceso en función de tres cosas: espesor, aspecto final y tiempo disponible. Si la prioridad es el acabado, TIG suele ganar; si la prioridad es avanzar rápido en piezas mayores, MIG/MAG tiene más sentido.
Como regla sencilla, para piezas 304 se usa mucho 308L; para 316, 316L; y para unir inox con acero al carbono o con materiales distintos, 309L suele ser la elección más práctica. La letra L indica bajo carbono, algo que ayuda a controlar la corrosión en la zona afectada por el calor.
| Proceso | Cuándo lo elegiría | Ventajas | Límites |
|---|---|---|---|
| TIG | Chapa fina, tubos, mobiliario, piezas vistas | Máximo control, poca salpicadura, acabado limpio | Más lento y exige más mano |
| MIG/MAG con hilo inoxidable | Series cortas, espesores medios, uniones largas | Más rápido, más productivo, fácil de repetir | El gas y el hilo deben estar bien elegidos; el acabado depende mucho del ajuste |
| Electrodo revestido inoxidable | Reparaciones puntuales o trabajo en exterior | No depende tanto de una instalación fija y resuelve urgencias | Menos limpio, más escoria y peor aspecto final |
En TIG, casi siempre trabajo en corriente continua con electrodo negativo, porque concentra mejor el calor en la pieza y da un arco más cómodo de controlar. En MIG/MAG, el hilo inoxidable y una mezcla rica en argón marcan la diferencia; si el gas no acompaña, aparecen poros, salpicadura y un cordón pobre. Elegido el proceso, lo siguiente es preparar la unión para no arrastrar problemas desde el principio.
Cómo preparar la unión antes de encender el arco
La preparación es la parte menos vistosa y la que más se nota en el resultado. Una superficie limpia, un ajuste correcto y unos puntos de sujeción bien repartidos valen más que subir amperios o “darle un poco más” al arco.
- Desengrasa la zona con alcohol isopropílico o acetona y usa un paño sin pelusa.
- Quita rebabas y óxido con discos limpios, sin mezclar herramientas que hayan trabajado acero al carbono.
- Presenta bien las piezas: cuanto mejor encaje haya, menos calor necesitarás para cerrar la junta.
- Puntea primero y comprueba alineación antes de cerrar todo el cordón.
- Protege la raíz con purga si trabajas tubos, racores o recipientes cerrados.
- Evita corrientes de aire alrededor del baño, porque rompen la cobertura del argón más de lo que parece.
En piezas largas o finas, yo alterno los punteos y dejo enfriar entre tramos para controlar la deformación. Con la unión ya lista, toca afinar el equipo para que el inoxidable no se oscurezca ni se retuerza por exceso de calor.
Ajustes orientativos para empezar con buen control
Los ajustes exactos dependen de la máquina, la junta y la posición, pero hay rangos de partida que funcionan bien en bricolaje y taller ligero. Yo los usaría como referencia inicial, no como receta cerrada.
| Espesor aproximado | Tungsteno | Intensidad TIG | Argón | Nota práctica |
|---|---|---|---|---|
| 0,8-1,0 mm | 1,0-1,6 mm | 25-45 A | 8-10 L/min | Útil para chapa fina y punteos muy controlados |
| 1,2-1,5 mm | 1,6 mm | 45-70 A | 8-12 L/min | Buen punto de partida para barandillas ligeras o perfiles delgados |
| 2,0-3,0 mm | 1,6-2,4 mm | 70-110 A | 10-12 L/min | Más margen térmico, mejor si la máquina tiene pedal o pulso |
Si tienes función de pulso, la aprovecharía sobre todo en chapa fina: ayuda a bajar el aporte medio de calor y mantiene mejor la forma de la pieza. También conviene afilar bien la punta del tungsteno, porque un extremo mal preparado ensancha el arco y ensucia el baño. Cuando el ajuste es razonable, los fallos más serios suelen venir de hábitos malos, no de la máquina.
Los errores que más castigan el resultado
Los errores más caros en inoxidable no siempre se ven en el momento. A veces la pieza sale “bonita” y semanas después aparece una mancha de corrosión, una raíz quemada o una deformación que ya no tiene fácil arreglo.
- Usar herramientas contaminadas: el cepillo o el disco que antes tocaron acero al carbono dejan partículas que luego oxidan.
- Pasarse de calor: el color azul o morado alrededor del cordón suele indicar que has calentado demasiado la zona.
- Elegir mal el aporte: unir 304 con 304 pide una lógica distinta que mezclar inox con acero al carbono.
- Olvidar la purga: en tubería o piezas cerradas, la raíz puede quedar granulada y débil.
- Improvisar el gas: en inoxidable, una mezcla pensada para acero al carbono rara vez da un acabado limpio.
- Limpiar con lana de acero común: deja contaminación férrea y te complica el mantenimiento después.
Mi criterio es simple: si el cordón requiere demasiado repaso para “salvarlo”, probablemente el problema estaba antes, no después. Y esa idea enlaza con el remate final, que en inoxidable importa más de lo que mucha gente admite.
Cómo rematar la pieza para que no pierda resistencia
La unión no termina cuando se apaga el arco. En piezas expuestas, decorativas o de uso alimentario, el acabado posterior decide si la soldadura solo sujeta o además conserva la resistencia a la corrosión que esperas del inoxidable.
Yo distinguiría tres niveles de acabado:
- Repaso ligero: eliminación de salpicaduras, marcas de punteo y rebabas con discos finos o abrasivos limpios.
- Limpieza técnica: retirada de la decoloración térmica en la zona afectada para no dejar una película debilitada.
- Pasivado o decapado: recomendable cuando la pieza va a exterior, humedad constante, cocina, alimentación o ambientes agresivos; ayuda a recuperar la capa pasiva y a frenar la corrosión en la zona afectada.
El kit mínimo que yo montaría para un taller doméstico
Si yo montara hoy un taller doméstico para piezas pequeñas y medianas, priorizaría un equipo simple y bien elegido antes que una máquina llena de funciones que no voy a usar. La combinación que más sentido me parece es esta: una TIG DC inverter con pulso, argón con caudalímetro, tungstenos lantanados, varillas 308L y 316L, un cepillo exclusivo para inox y una buena sujeción. Si solo vas a trabajar inoxidable, una máquina de 160-200 A en continua suele cubrir la mayoría de trabajos de bricolaje sin sobredimensionar la compra.
- Empieza por la limpieza y la sujeción, no por subir amperaje.
- Compra el aporte según el material real, no según el que “parece parecido”.
- Reserva la MIG/MAG para trabajos más largos o repetitivos, donde la velocidad compense.
- Deja el electrodo inoxidable como solución práctica para reparaciones menos finas o trabajos de exterior.
Si cuidas esos cuatro frentes, el resultado deja de depender de la suerte y pasa a depender de tu método. Y eso, en una unión de inoxidable, es lo que más se nota con el tiempo.